近年来,随着我国政府对环境和气候问题的持续关注,可再生能源得到了高速发展。综合各省市数据,十四五期间光伏和风电的规划新增装机容量超过527GW[1]。随着累计装机量的快速增加,北方地区可利用的优质可再生能源资源逐步减少。新增光伏和风电装机正向南方甚至是海上发展,面临着高温高湿等恶劣应用环境的挑战。IGBT模块作为光伏逆变器和风电变流器的“心脏”,需要在各种复杂工况下可靠工作20年。
由于水分子的导电性和腐蚀性,高湿环境对功率半导体器件的长期可靠运行有着非常大的负面影响。根据过去大量不同应用的现场IGBT失效信息统计分析,发现在其他外部条件类似时,雨季的失效率明显突出。所以当使用IGBT的设备需要长期工作在高湿环境中,在设计阶段就考虑足够的失效预防措施是必要的。
那么什么样的环境算是高湿,高湿环境又是如何影响IGBT的可靠性?我们先来共同回顾一些基本概念。
绝对湿度,相对湿度,凝露
绝对湿度也就是单位空气中所含水蒸汽的质量,它是大气干湿程度的一种物理表达方式,通常用1立方米内空气中所含有的水蒸气的质量来表示。绝对湿度不容易直接测量,实际使用比较少。相对湿度,指空气中水汽压与相同温度下饱和水汽压的百分比。或湿空气的绝对湿度与相同温度下可能达到的最大绝对湿度之比。相对湿度越大,说明水汽越接近饱和。RH=100%时,水汽达到饱和。需要注意,绝对湿度和相对湿度并非一成不变,而是都会受到气压和温度的影响而产生变化。如图1所示。气压越低,温度越高,绝对湿度和相对湿度就越低。
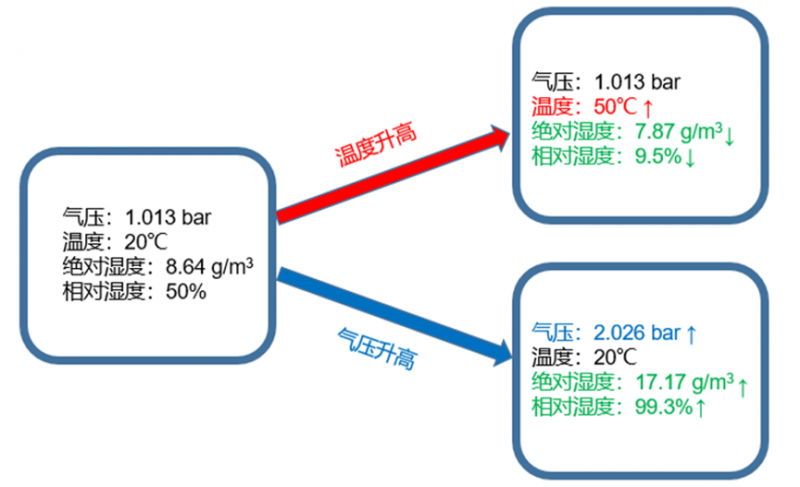
图1:密闭系统中湿度与温度、气压关系
当空气中的水蒸气从气态转变为液态,会在物体表面形成凝露或是在低温状态下以水雾形式存在。产生凝露时物体表面的温度称为露点温度。下图2展示了相对湿度,空气温度和露点三者之间的关系。在一定的气压和湿度条件下,如果局部的空气或物体表面温度低于露点温度,冷凝就会在该区域发生。
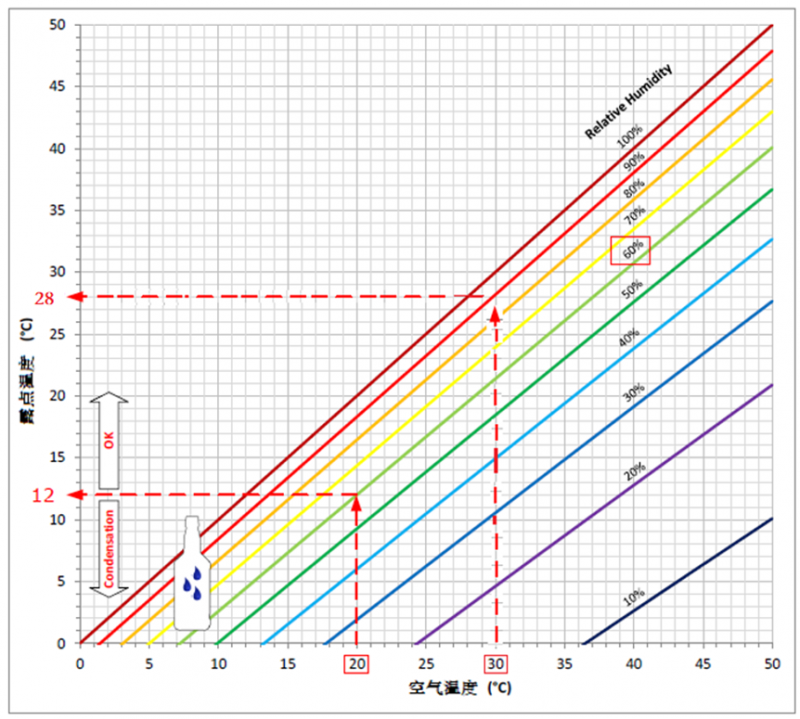
图2:基于马格纳斯方程的露点温度表
假设空气温度为20℃,相对湿度为60%,那么物体表面温度低于12℃时,就可能出现凝露,空气温度与露点温度相差8℃。
若空气温度为30℃,相对湿度为90%,那么物体表面温度低于28℃时,就有结露的风险。空气温度与露点温度相差只有2℃。
可以看出,在相对湿度高的环境中更容易出现凝露的现象。
IGBT模块满足的气候标准
赛米控出品的大部分IGBT模块满足IEC60721-3-3标准中的3K3气候等级。在温度和气压范围之外,3K3气候等级标定了5%-85%的相对湿度范围,不容许冷凝的形成。而且,3K3也对绝对湿度规定了最高25g/m3的限定值。
IEC60721-3-3标准使用了气候图表来定义允许的温度和湿度范围。虽然3K3等级允许的温度范围只是从5℃-45℃(如图3中红线范围所示),大部分赛米控产品可以应用在更宽泛的温度范围(参见图3蓝线)。因此,赛米控产品数据手册中对于气候等级的描述会是“调整过的3K3”或是“温度范围拓展的3K3”。
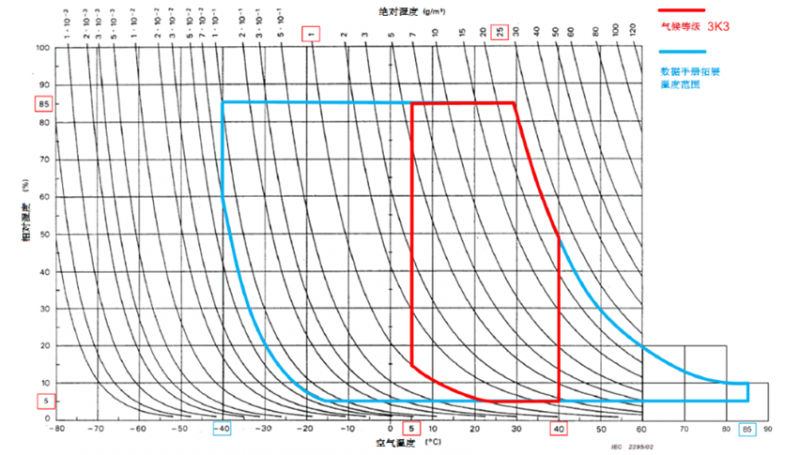
图4:IEC60721-3-3 3K3对应温度图表
从图4的温度图表我们可以观察到,气候等级的设计初衷是避免高空气温度和高相对湿度同时出现。IGBT模块在认证过程中必须要通过高温/高湿反偏测试(H3TRB),但是在实际应用中这样的环境条件对IGBT来说会造成非常大的应力,应该尽量避免。
高湿度是如何影响IGBT可靠性的?
现代的工业IGBT模块都会有个塑料外壳提供一定的机械防护。在壳体内部灌注有透明的软硅胶包裹住IGBT及二极管芯片来实现导体间的绝缘防护。需要注意的是,这样设计的IGBT模块并不具有气密性。外部的气体仍然可以通过功率端子及辅助端子与壳体的空隙进入模块内部。
在潮湿环境中水分子会像之前介绍的一样慢慢渗透进硅胶并产生如下效应:
1.降低阻断电压:硅胶中的水分子会聚集到模块内部温度相对更低的区域,如DCB,端子或是IGBT芯片表面。而在带电的芯片表面,水分子会在电场中随机排布(见图5)。这会导致半导体芯片边缘终端电场分布不均,从而导致阻断能力下降。
2.导致半导体腐蚀:在水分子和电压的持续作用下,芯片边缘钝化层会发生电化学腐蚀直至击穿失效。腐蚀效应是一种相对缓慢且长期的过程。
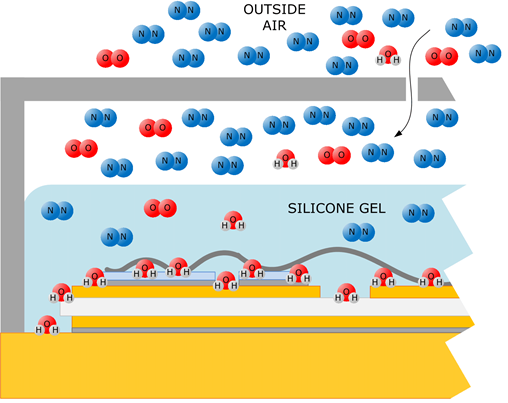
图5:水分子在模块内部聚集在芯片表面
遗憾的是,如果应用保护电路动作不够及时,由于绝缘降低或电压击穿后IGBT经常会损毁非常严重,湿气进入模块内部造成的失效很难找到直接证据。
赛米控的每一款模块在发布之前都会经过各种严苛的可靠性认证测试。其中与湿度相关的是H3TRB测试,即高湿高温反偏压测试,它是验证半导体模块在高温高湿环境下长期稳定性的可靠性测试之一。上文我们介绍过,环境湿度会侵入模块外壳、穿过硅胶到达芯片表面和钝化层。这项测试可以模拟模块在这种高湿度环境下的运行情况,检测出芯片钝化层的薄弱环节。根据IEC60068-2-67标准,模块样品在规定的温度85℃、相对湿度85%的条件下测试1000小时。测试电压为阻断电压的80%,但限制在80V。限制电压是为了避免测试中的模块自发热从而导致相对湿度的降低。
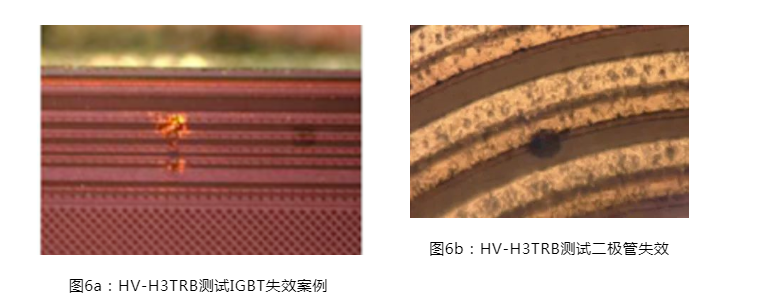
近年来,为了更加贴近实际应用工况,一些IGBT模块供应商在H3TRB测试基础上将反偏电压提高到阻断电压的80%,但不设上限电压,即HV-H3TRB(高压高湿高温反偏测试)。
模块对潮湿环境耐受能力取决于芯片设计、模块封装技术和模块的制造工艺。从图6,图7所示的湿度可靠性试验的结果可以看出,大多数模块失效位置是在芯片边缘钝化层,与前文分析一致。
为了提高IGBT模块在潮湿环境中的耐用性和可靠性,各家主流供应商也在持续改进芯片工艺设计。如图7,8所示,英飞凌新的第四代IGBT芯片边缘终端就采用了八场板的设计。对比之前四场板设计,场板数量上的增加可以使芯片边缘电场更均匀的分布,从而可以有效防范水分子聚集而造成的电场不均。
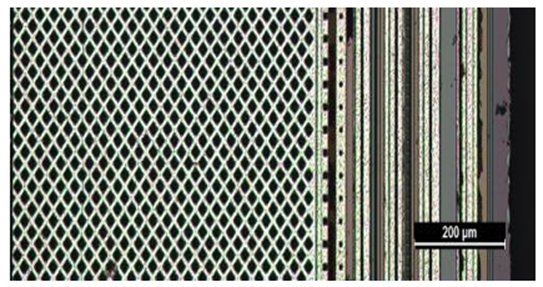
图7:IGBT4芯片边缘终端,四场板设计

图8:增强型IGBT4芯片边缘终端,八场板设计
赛米控IGBT模块中的反并联二极管使用的是独有专利技术的CAL(Controlled Axial Lifetime)二极管。近期赛米控也将二极管芯片边沿与第一道场环之间的距离增大。新设计改变了该区域的电场分布,使得水分子电解的可能性降低,从而降低了边缘终端腐蚀的风险。
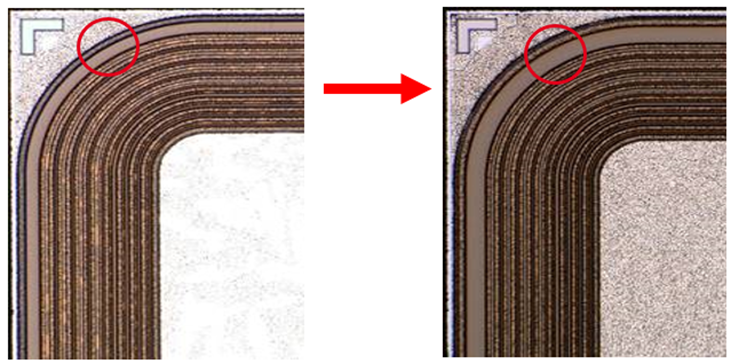
图9:CAL二极管芯片边缘终端增强设计
尽管IGBT厂商做了持续改进以提高产品在高湿环境中的鲁棒性,但可再生能源设备在现场应用中实际遇到的潮湿程度和持续时间很难量化。如果用户端可以通过合理设计来降低IGBT模块失效风险,提升系统整体可靠性,又何乐而不为呢!
下一篇,我们将继续讨论从用户端的角度,如何预防IGBT模块因为高湿失效?欲知详情,请看下回分解。















共0条 [查看全部] 网友评论