一、染浆联合机工艺流程简介
郑州纺织机械厂技术中心与深圳市库马克新技术股份有限公司联合开发的《ZLGA901型染浆联合机》是集染色与过浆工艺于一体的纺织机械,是纺织行业的重要大型配套设备,填补了国产大型染浆联合机的生产空白。
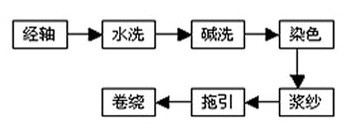
浆纱机工艺示意图如上图所示。系统主要由拖引、卷绕、染色三部分组成,其中卷绕和拖引为系统机头部分,拖引为主传动单元,卷绕为从传动单元,两个传动单元需要保持线速度一致的同步运行。在这两个传动单元之间有一张力辊,以检测两单元之间纱线的张力。染色部分由15个染色辊组成,所有染色辊均同步运行(起动、停止、升速、降速)。
工艺参数:
1、爬行速度:2米/分钟
2、拖引、卷绕最高速度:45米/分钟
3、染色最高速度:35米/分钟
4、压浆辊压力线性可调
二、控制系统配置
1、卷绕采用变频专用电机驱动
功率:22KW 极数:6 转速:980 rpm
最小卷径:φ100mm 最大卷径:1000mm
2、拖引采用变频专用电机驱动
功率:11KW 极数:4 转速:1460 rpm
拖引辊辊径:φ219mm
3、染色部分15只轧辊采用边轴传动,用一台三相交流异步电机驱动
功率:30KW 极数:4 转速:1460 rpm
染色辊辊径:φ264mm
4、马达驱动器件
选用具有独特的直接转矩控制(DTC)功能的ABB ACS600系列高性能变频器,它具有优良的速度控制和转矩控制特性。其中用于卷绕的ACS600变频器加装用于中
心卷曲机/开卷机的卷曲传动应用宏软件;卷绕与拖引变频器均配置编码器,以形成速度闭环,取得最优良的控制精度和最快速的动态响应。
5、控制器
选用德国西门子S7-200 系列PLC产品作为系统控制器件,以完成系统逻辑、通讯控制。S7-200在自动化系统中充分发挥其强大功能,使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制,应用领域极为广泛,其优良的性能已得到世人的公认。
6、人机界面(HMI)
随着计算机技术、LCD显示技术和触控技术的发展,人机界面(HMI)在自动化领域的应用亦更广泛。本系统人机界面(HMI)采用100 MHz RISC CPU,6〃 STN彩色显示,画面切换流畅、图像清晰明亮,性能稳定可靠,具有良好的性价比。
三、控制原理
工艺参数:
1、爬行速度:2米/分钟
2、拖引、卷绕最高速度:45米/分钟
3、染色最高速度:35米/分钟
4、压浆辊压力线性可调
二、控制系统配置
1、卷绕采用变频专用电机驱动
功率:22KW 极数:6 转速:980 rpm
最小卷径:φ100mm 最大卷径:1000mm
2、拖引采用变频专用电机驱动
功率:11KW 极数:4 转速:1460 rpm
拖引辊辊径:φ219mm
3、染色部分15只轧辊采用边轴传动,用一台三相交流异步电机驱动
功率:30KW 极数:4 转速:1460 rpm
染色辊辊径:φ264mm
4、马达驱动器件
选用具有独特的直接转矩控制(DTC)功能的ABB ACS600系列高性能变频器,它具有优良的速度控制和转矩控制特性。其中用于卷绕的ACS600变频器加装用于中
心卷曲机/开卷机的卷曲传动应用宏软件;卷绕与拖引变频器均配置编码器,以形成速度闭环,取得最优良的控制精度和最快速的动态响应。
5、控制器
选用德国西门子S7-200 系列PLC产品作为系统控制器件,以完成系统逻辑、通讯控制。S7-200在自动化系统中充分发挥其强大功能,使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制,应用领域极为广泛,其优良的性能已得到世人的公认。
6、人机界面(HMI)
随着计算机技术、LCD显示技术和触控技术的发展,人机界面(HMI)在自动化领域的应用亦更广泛。本系统人机界面(HMI)采用100 MHz RISC CPU,6〃 STN彩色显示,画面切换流畅、图像清晰明亮,性能稳定可靠,具有良好的性价比。
三、控制原理
1、控制原理
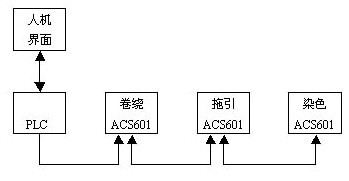
浆纱机控制原理如上图所示,系统主要由 PLC、瑞典ABB ACS601变频器、人机界面构成,PLC与ABB ACS601变频器之间用MODBUS现场总线相连,构成现场总线通讯控制网络。ABB 变频器均内含标准MODBUS现场总线通讯接口,故该网络的组建无需特殊网络单元,简单、经济、快速,支持8M bit/s的通讯速率。
变频器的频率给定、起/停控制、参数修改、状态查询、故障查询等均可通过MODBUS现场总线实现;除此之外,卷绕变频器速度控制、张力给定、初始卷径设定、卷径复位等操作亦可通过MODBUS现场总线实现。故本系统简化了控制线路,节约了安装布线时间,方便了现场调试,更增加了系统灵活性。
2、Modbus 通讯协议
Modbus 协议是一种串行的主从通讯协议,该协议定义了主机查询的格式,包括:从机的编址方法(或广播),要求动作的功能代码,传输数据和错误校验等。从机的响应也是采用Modbus协议结构,包括:动作确认,返回数据和错误校验等。
主机-从机 与 查询-响应
3、Modbus RTU信息帧结构
标准Modbus 网络可配置为ASCII或RTU(远程终端单元)中的任意一种通讯模式。本系统采用RTU模式,RTU信息帧
结构标准结构如下:
开始 地址域 功能域 数据域 CRC校验 结束
T1-T2-T3-T4 8位 8位 N*8位 16位 T1-T2-T3-T4
RTU通讯模式的信息中包括一个循环冗余校验(CRC)生成的错误校验域,CRC域包括一个16位的二进制数据,占两个字节,CRC值由发送设备首先计算,附在传送信息中。接收设备在接收时将重新计算CRC,并且把计算值与接收的CRC实际值做比较。如果两个值不相等,就说明有错误发生。
四、ABB 卷曲应用宏
1、ABB卷曲应用宏
ABB ACS600变频器卷曲应用软件专用于带材控制中最复杂应用的中心卷曲/开卷机应用。中心卷曲/开卷机的旋转力是加在卷曲或开卷机的卷筒轴上,当卷筒直径变化时,为了使材料的表面张力保持不变,必须保证转速的变化与卷径成反比且转矩的变化与卷径成正比。
中心卷曲/开卷软件是一种非常经济实用的实现精确带材张力控制方法,应用宏有卷曲张力宏,卷曲调节辊宏,开卷张力宏,开卷调节辊宏,在各应用宏中包含卷径计算、转动惯量补偿、硬度控制等功能。
2、控制原理
本系统采用卷曲张力宏,速度闭环调节,控制原理图如下所示。

系统实时检测马达实际转速,计算当前卷径,并积分保持。根据内部计算出的卷径值对主速给定值进行调节,随着运行时间的增加,卷绕旋转速度降低。张力调节部分:系统将检测到的张力值送往控制系统,系统根据张力反馈值与张力设定值的差值,自动调节织轴的转速,以保持纱线实际张力值保持不变。
3、速度给定
在宏应用软件中转速给定的计算来自于带材速度。
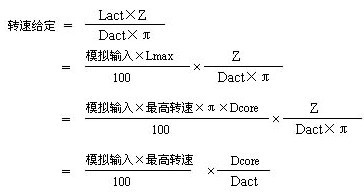
其中:Dcore = 卷芯直径
Dact = 实际卷径
Lact = 线速度
Z = 减速比
π = 3.1416
4、卷径计算器
卷径是由实际带材速度和电机转速计算得出的,带有参数的积分器限制卷径的突变。
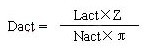
其中:Lact = 实际材料速度
Nact = 实际电机转速
π = 3.1416
Z = 减速比
五、结论
本文详细阐述了由ABB变频器、人机界面(HMI)、及S7-200 PLC组成的染浆联合机自动控制系统。系统采用现场总线、卷曲应用宏、触控技术等先进的控制技术,具有精确的控制性能,良好的动态特性,能够实现工厂网络化、信息化。该系统现已成功通过调试交付使用,运行情况良好。本系统不仅适合染浆联合机,亦可用于其它印染、纺织机械,具有极好的市场推广应用前景。
浆纱机控制原理如上图所示,系统主要由 PLC、瑞典ABB ACS601变频器、人机界面构成,PLC与ABB ACS601变频器之间用MODBUS现场总线相连,构成现场总线通讯控制网络。ABB 变频器均内含标准MODBUS现场总线通讯接口,故该网络的组建无需特殊网络单元,简单、经济、快速,支持8M bit/s的通讯速率。
变频器的频率给定、起/停控制、参数修改、状态查询、故障查询等均可通过MODBUS现场总线实现;除此之外,卷绕变频器速度控制、张力给定、初始卷径设定、卷径复位等操作亦可通过MODBUS现场总线实现。故本系统简化了控制线路,节约了安装布线时间,方便了现场调试,更增加了系统灵活性。
2、Modbus 通讯协议
Modbus 协议是一种串行的主从通讯协议,该协议定义了主机查询的格式,包括:从机的编址方法(或广播),要求动作的功能代码,传输数据和错误校验等。从机的响应也是采用Modbus协议结构,包括:动作确认,返回数据和错误校验等。
主机-从机 与 查询-响应
3、Modbus RTU信息帧结构
标准Modbus 网络可配置为ASCII或RTU(远程终端单元)中的任意一种通讯模式。本系统采用RTU模式,RTU信息帧
结构标准结构如下:
开始 地址域 功能域 数据域 CRC校验 结束
T1-T2-T3-T4 8位 8位 N*8位 16位 T1-T2-T3-T4
RTU通讯模式的信息中包括一个循环冗余校验(CRC)生成的错误校验域,CRC域包括一个16位的二进制数据,占两个字节,CRC值由发送设备首先计算,附在传送信息中。接收设备在接收时将重新计算CRC,并且把计算值与接收的CRC实际值做比较。如果两个值不相等,就说明有错误发生。
四、ABB 卷曲应用宏
1、ABB卷曲应用宏
ABB ACS600变频器卷曲应用软件专用于带材控制中最复杂应用的中心卷曲/开卷机应用。中心卷曲/开卷机的旋转力是加在卷曲或开卷机的卷筒轴上,当卷筒直径变化时,为了使材料的表面张力保持不变,必须保证转速的变化与卷径成反比且转矩的变化与卷径成正比。
中心卷曲/开卷软件是一种非常经济实用的实现精确带材张力控制方法,应用宏有卷曲张力宏,卷曲调节辊宏,开卷张力宏,开卷调节辊宏,在各应用宏中包含卷径计算、转动惯量补偿、硬度控制等功能。
2、控制原理
本系统采用卷曲张力宏,速度闭环调节,控制原理图如下所示。
系统实时检测马达实际转速,计算当前卷径,并积分保持。根据内部计算出的卷径值对主速给定值进行调节,随着运行时间的增加,卷绕旋转速度降低。张力调节部分:系统将检测到的张力值送往控制系统,系统根据张力反馈值与张力设定值的差值,自动调节织轴的转速,以保持纱线实际张力值保持不变。
3、速度给定
在宏应用软件中转速给定的计算来自于带材速度。
其中:Dcore = 卷芯直径
Dact = 实际卷径
Lact = 线速度
Z = 减速比
π = 3.1416
4、卷径计算器
卷径是由实际带材速度和电机转速计算得出的,带有参数的积分器限制卷径的突变。
其中:Lact = 实际材料速度
Nact = 实际电机转速
π = 3.1416
Z = 减速比
五、结论
本文详细阐述了由ABB变频器、人机界面(HMI)、及S7-200 PLC组成的染浆联合机自动控制系统。系统采用现场总线、卷曲应用宏、触控技术等先进的控制技术,具有精确的控制性能,良好的动态特性,能够实现工厂网络化、信息化。该系统现已成功通过调试交付使用,运行情况良好。本系统不仅适合染浆联合机,亦可用于其它印染、纺织机械,具有极好的市场推广应用前景。















共0条 [查看全部] 网友评论